
-
Each system designed and supplied by SHRICON is a custom application of proven ash handling components and methods.
Wet Ash Handling: A refractory-lined bottom ash chute forms the boiler seal and directs bottom ash to the water-filled upper compartment of the submerged chain conveyor. There, ash is cooled, conveyed, and dewatered for storage or transport. Bottom ash conveyors are available in varying sizes and capacities ranging from under 5TPH to over 50TPH.
Dry Ash Conveying: Totally enclosed, dust-tight, air-tight dry drag chain conveyors receive fly ash through seal valves or mate directly to fly ash hoppers. Available with single-strand and double-strand chain, top or bottom conveying configurations, horizontal or inclined conveyors up to 35° incline, over 200 ft in length. Water jacketed conveyor troughs allow conveying and cooling of ash at temperatures over 1500 degrees F
Ash Conditioning: Twin-shaft paddle type fly ash conditioning systems used for wetting and mixing of ash and other dusty, abrasive materials. Variable-speed rotary feeder precisely meters ash flow. Totally enclosed twin-shaft mixer uses low speed counter-rotating mixing action to thoroughly blend and mix ash as it is moistened by wetting sprays.
Ash Storage: Shop-assembled or field-welded surge bins and storage silos including mechanical or pneumatic silo extraction systems, level detection, fire- and explosion- suppression systems.
-
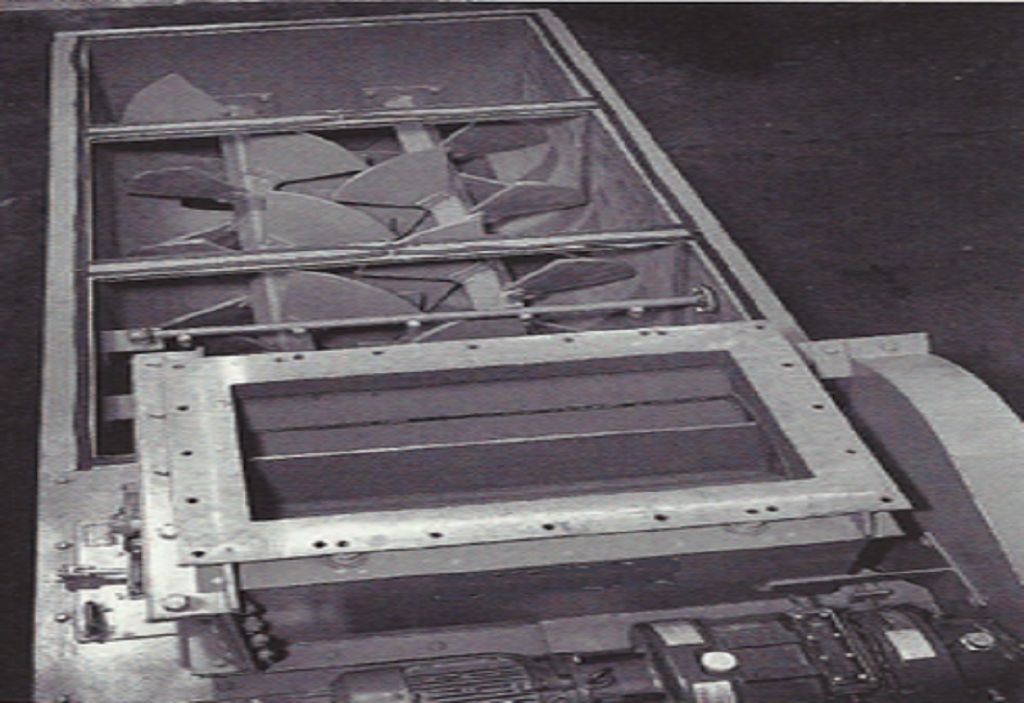
Twin Type Screw Conveyors or Ash Conditioner
Feeders are used for feeding of material at uniform rate. Rotary feeders are primarily used for discharge of bulk solid material from hoppers/bins, receivers, and cyclones into a pressure or vacuum-driven pneumatic conveying system. SHRICON Twin Screw Conveyor is a totally enclosed, twin-shaft paddle mixer designed to thoroughly condition and blend ash and other dusty, abrasive materials. Material feed rate into the mixer chamber is precisely controlled by a variable-speed rotary feeder. Water spray feed rate is adjusted by control valves.
As material enters the mixer tub, inclined mixer paddles, mounted on the counter-rotating shafts, blend and mix the materials as it is conveyed forward. As the material is moistened by the wetting sprays, the interposing mixing paddles cause all dry surfaces to be exposed, resulting in a forced mixing and wetting of all material. The result is a continuous flow of uniformly mixed product with no excess water and no dusting.
-
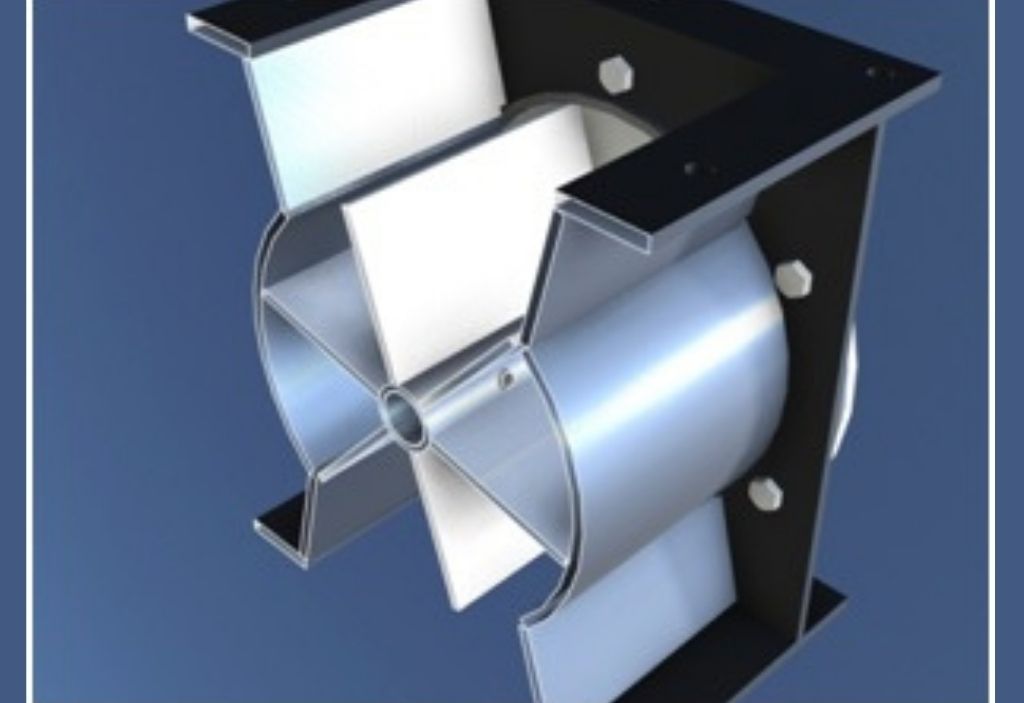
Rotary Air Lock Valve maintains pressure and provides an optimal airlock seal between different product conveying transitions, such as pneumatic conveying, bulk solids handling and batching systems An optimal airlock condition is essential to prevent air pressure loss in high pressure and high temperature conveying systems.
Rotary Airlocks are used worldwide throughout a large variety of industrial, Power and agricultural bulk and specialty material handling systems. We specialize in the design and manufacture of custom built rotary airlock products that can immediately improve the safety, reliability and efficiency of your feeding and metering operations. Our airlocks have an innovative vane pocket design that allows more volume which enables the rotor to run at lower speeds.

-

Jacketed Screw conveyor is specially designed for Boiler bottom ash handling. The equipment consists cooling arrangement for bearings, shaft, Screw pipe and complete equipment body. Bottom ash continually falls from the furnace throat, through the insulated bottom ash chute, and into the water jacketed screw conveyor. Major advantage of this equipment is handling high temperature ash. The equipment consists cooling arrangement for bearings, shaft, Screw pipe and complete equipment body. The discharged ash to take-away through conveyor or storage area. Ash is sized or crushed, and transported to storage bunker or silo for truck loading.
supply Jacketed bottom ash conveyor systems on:
1.Stoker/grate furnaces burning coal, wood, bio-mass, municipal solid waste, refuse derived fuel, tires, sludge, and combinations of these fuels.
2.Pulverized coal-fired furnaces, collecting bottom ash, slag, mill rejects, and economizer ash.
-
Submerged ash conveyor is used to handle boiler bottom ash conveying system. Bottom ash is continually collected, cooled and dewatered with a submerged Belt/ Chain conveyor. Bottom ash continually falls from the furnace throat, through the insulated bottom ash chute, and into the water-filled submerged conveyor trough. Cooled ash is conveyed along the bottom of this trough by conveyor flights attached at both ends to continuous loops of conveyor Belt/chain. As the ash-laden flights leave the water-filled trough and travel up the dry incline, the ash drains and dewaters itself.
supply submerged bottom ash conveyor systems on:
1.Stoker/grate furnaces burning coal, wood, bio-mass, municipal solid waste, refuse derived fuel, tires, sludge, and combinations of these fuels.
2.Fluidized boiler bed ash removal systems.
3.Pulverized coal-fired furnaces, collecting bottom ash, slag, mill rejects, and economizer ash. Ash is sized or crushed, and transported to storage bunker or silo for truck loading.

-
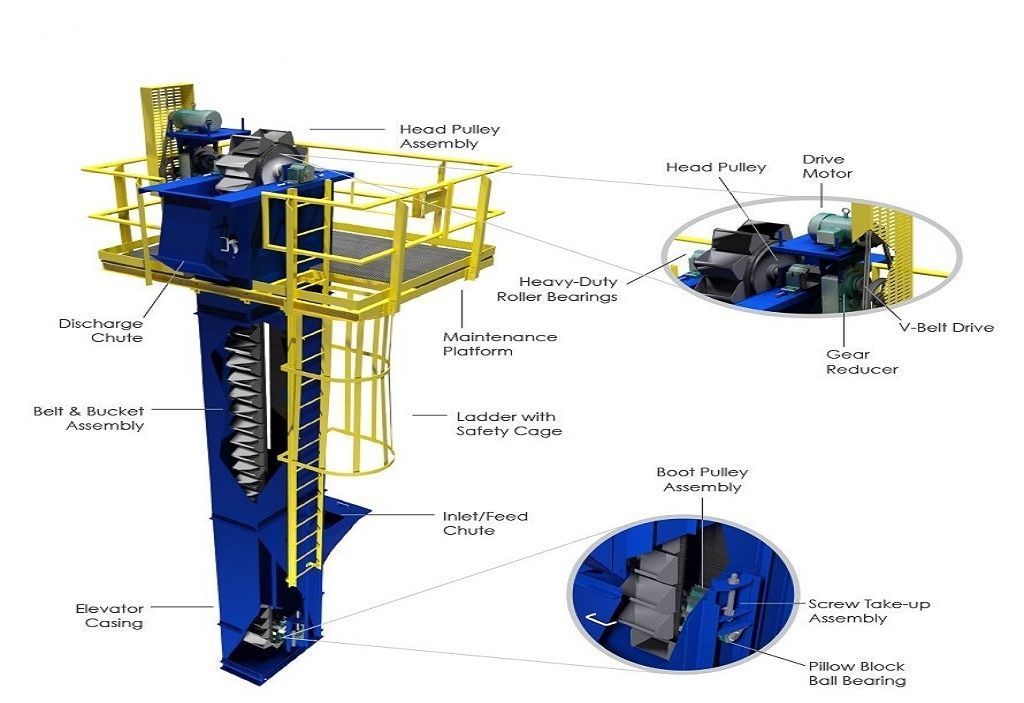
Bucket Elevator has boundless application in industry of Material Handling whenever space constraint exists. Bucket Elevator handles wide range of applications depending upon the characteristics of the material. A bucket elevator consists of buckets attached to a chain or belt that revolves around two pulleys one at top and the other at bottom. The vertical lift of the elevator may range between few metres to more than 50 m. Capacities of bucket elevators may vary from 2 to 1000 t/hr. Bucket elevators are broadly classified into two general types, (1) spaced bucket elevators and (2) continuous bucket elevators.
The spaced bucket centrifugal discharge type is most commonly used for elevating the grains. A centrifugal discharge bucket elevator is shown is Fig. The bucket elevator is a very efficient device for the vertical conveyance of bulk grains. Bucket elevators with belts are employed in food for vertical conveyance of grains, derivatives and flours. Bucket elevators are usually mounted at a fixed location, but they can also be mounted in a mobile frame. Bucket elevators have high capacities and it is a fairly cheap means of vertical conveyance.
It requires limited horizontal space and the operation of conveying is enclosed in housing, thus it is dust free and fairly quite. The bucket elevator has limited wear problem since the product is enclosed in buckets.
-
Chain Conveyor are widely used conveying equipment consists of various components like conveying chain running on steel sprockets complete with shafts supported from bearings mounted on a steel structure.Conveyor Chain is selected to provide maximum strength while possessing superior abrasion-resistant characteristics. Heat-treated round link chain possesses maximum tensile and lateral strength and shock load resistance. Wear-resistant characteristics provide low wear rates while maintaining constant strength levels. Custom chain designs available for special high temperature and corrosive environments.
A conveyor chain is chain that has been designed specifically for chain conveyor systems. It consists of a series of journal bearings that are held together by constraining link plates. Each bearing consists of a pin and a bush on which the chain roller revolve.
SHRICON is totally enclosed chain conveyors are used for a wide range of conveying applications, including fly ash, FGD effluent, coal dust, lime, dewatered bottom ash, fluid bed boiler ash, and other difficult materials.
SHRICON is a leading supplier of Chain conveyor systems. As a seasoned and highly experienced manufacturer of chain conveyors, we offer a diversity of advanced product lines for use in different fields.

-

Belt conveyors have been majorly used in transporting bulk materials. The Belt conveyor can be installed horizontally or inclined to meet the needs of different transfer applications. Our contribution to the power sector in terms of coal handling system and Ash handling system with a full match of mechanical and electrical solutions for your material handling requirements. SHRICON Conveyors is the best solution provider in power generation sector.
Moving to our major products in Power generation sector are Belt Conveyor, Bucket elevator, Submerge Ash Conveyor, Slat Chain Conveyor, Screw Conveyor, Special Screw Conveyor, Twin type Screw Conveyors, Screw Feeder, Vibrating Feeders, Vibrating Screens Rotary Air Lock Valve, Rotary Feeder, Crusher, Reciprocating feeder, Slide gate, Fuel and Ash Storage Silos. We also provide custom design solutions for material handling equipments in power generation sector.
-
Screw conveyors are used in handling various types of materials, which have relatively good flowability. We manufacture different types of screw conveyors depending upon need of the customer like flow control, volume control, bottom of storage Hopper screws, Mixtures, twin screw.The screw conveyor consists of a tubular or U-shaped trough in which a shaft with spiral screw revolves. The screw shaft is supported hanger bearings at ends. The rotation of screw pushes the grain along the trough. The screw conveyor is used in grain handling facilities, animal feed and other installations for conveying of products generally for short distances.
As the screw conveyor’s driving mechanism is simpler, and no tensioning device is required, the initial cost of the conveyor is lower than any other conveyor with the same length and capacity.
Main parts of screw conveyor are, screw blade, screw shaft, coupling, trough, cover, inlet and outlet gates, bearings and drive mechanism. The screw conveyor is generally used to move grains horizontally. However, it can also be used at any angle up to 90° from the horizontal, but the capacity correspondingly reduced as per the inclination of conveyance.
The screw basically consists of a shaft and the screw blade or flight. The flight is a continuous one piece helix shaped from a flat strip of steel welded onto the shaft. The screw shaft is usually a joint less tube with thick sides and a high tensile strength to reduce the weight. The thickness of the steel strip helix decreases from the inner edge to the outer edge. Troughs of screw conveyor have different shapes.

Most common is U shaped trough. In an enlarged or flared trough the side walls become wider at the top (Figure). This type of trough is usually used for conveying non-easy flowing materials which may have lumps. The tubular trough is completely closed with circular cross-section and mostly used for conveying materials at inclination or for vertical lift.
If the screw conveyor is used to convey different materials, mixing of products is possible. The capacity of screw conveyor is influenced by the screw diameter, inclination of the screw blade, speed of the blade, shaft diameter and cross-section of loading.
-
Feeders are used for feeding of material at uniform rate. Rotary feeders are primarily used for discharge of bulk solid material from hoppers, receivers & cyclones into vacuum-driven pneumatic conveying system.
-
Each system designed and supplied by SHRICON is a custom application of proven ash handling components and methods.
- Wet Ash Handling
- Dry Ash Conveying
- Ash Conditioning
- Ash Storage
-
Twin Type Screw Conveyors or Ash Conditioner
Feeders are used for feeding of material at uniform rate. Rotary feeders are primarily used for discharge of bulk solid material from hoppers/bins, receivers, and cyclones into a pressure or vacuum-driven pneumatic conveying system. SHRICON Twin Screw Conveyor is a totally enclosed, twin-shaft paddle mixer designed to thoroughly condition and blend ash and other dusty, abrasive materials. Material feed rate into the mixer chamber is precisely controlled by a variable-speed rotary feeder. Water spray feed rate is adjusted by control valves.
-
Rotary Air Lock Valve maintains pressure and provides an optimal airlock seal between different product conveying transitions, such as pneumatic conveying, bulk solids handling and batching systems. Rotary Airlocks are used worldwide throughout a large variety of industrial, Power and agricultural bulk and specialty material handling systems. We specialize in the design and manufacture of custom built rotary airlock products that can immediately improve the safety, reliability and efficiency of your feeding and metering operations.
-
Jacketed Screw conveyor is specially designed for Boiler bottom ash handling. The equipment consists cooling arrangement for bearings, shaft, Screw pipe and complete equipment body. Bottom ash continually falls from the furnace throat, through the insulated bottom ash chute, and into the water jacketed screw conveyor. Major advantage of this equipment is handling high temperature ash. The equipment consists cooling arrangement for bearings, shaft, Screw pipe and complete equipment body. The discharged ash to take-away through conveyor or storage area.
-
Submerged ash conveyor is used to handle boiler bottom ash conveying system. Bottom ash is continually collected, cooled and dewatered with a submerged Belt/ Chain conveyor. Bottom ash continually falls from the furnace throat, through the insulated bottom ash chute, and into the water-filled submerged conveyor trough. Cooled ash is conveyed along the bottom of this trough by conveyor flights attached at both ends to continuous loops of conveyor Belt/chain. As the ash-laden flights leave the water-filled trough and travel up the dry incline, the ash drains and dewaters itself.
-
Screw conveyors are used in handling various types of materials, which have relatively good flowability. We manufacture different types of screw conveyors depending upon need of the customer like flow control, volume control, bottom of storage Hopper screws, Mixtures, twin screw.The screw conveyor consists of a tubular or U-shaped trough in which a shaft with spiral screw revolves. The screw shaft is supported hanger bearings at ends. The rotation of screw pushes the grain along the trough. The screw conveyor is used in grain handling facilities, animal feed and other installations for conveying of products generally for short distances.
-
Chain Conveyor are widely used conveying equipment consists of various components like conveying chain running on steel sprockets complete with shafts supported from bearings mounted on a steel structure.Conveyor Chain is selected to provide maximum strength while possessing superior abrasion-resistant characteristics. Heat-treated round link chain possesses maximum tensile and lateral strength and shock load resistance. Wear-resistant characteristics provide low wear rates while maintaining constant strength levels. Custom chain designs available for special high temperature and corrosive environments.
-
Bucket Elevator has boundless application in industry of Material Handling whenever space constraint exists. Bucket Elevator handles wide range of applications depending upon the characteristics of the material. A bucket elevator consists of buckets attached to a chain or belt that revolves around two pulleys one at top and the other at bottom. The vertical lift of the elevator may range between few metres to more than 50 m. Capacities of bucket elevators may vary from 2 to 1000 t/hr. Bucket elevators are broadly classified into two general types, (1) spaced bucket elevators and (2) continuous bucket elevators.
-
Belt conveyors have been majorly used in transporting bulk materials. The Belt conveyor can be installed horizontally or inclined to meet the needs of different transfer applications. Our contribution to the power sector in terms of coal handling system and Ash handling system with a full match of mechanical and electrical solutions for your material handling requirements. SHRICON Conveyors is the best solution provider in power generation sector.